PEG 400 vs. PEG 600: Choosing the Right Polyethylene Glycol for Your Formula
Polyethylene Glycols (PEGs) are indispensable in modern industry, valued for their exceptional water solubility, hygroscopicity, and chemical inertness. However, selecting the optimal molecular weight grade is critical, as minor differences in chain length manifest as significant changes in physical properties and performance in downstream formulations.
This technical guide provides a detailed comparison of PEG 400 and PEG 600, two of the most frequently utilized grades, analyzing their distinct viscosity profiles, freezing points, and application suitability in papermaking, personal care, and industrial lubrication.
1. The Core Data Baseline: Technical Specifications Compared
The fundamental difference between PEG 400 and PEG 600 is their average molecular weight, which determines the physical state and flow characteristics of the material.
| Technical Parameter | PEG 400 (Low MW) | PEG 600 (Medium MW) | Application Implication |
|---|---|---|---|
| Average Molecular Weight | 380 – 420 | 570 – 630 | Defines the chain length and physical state. |
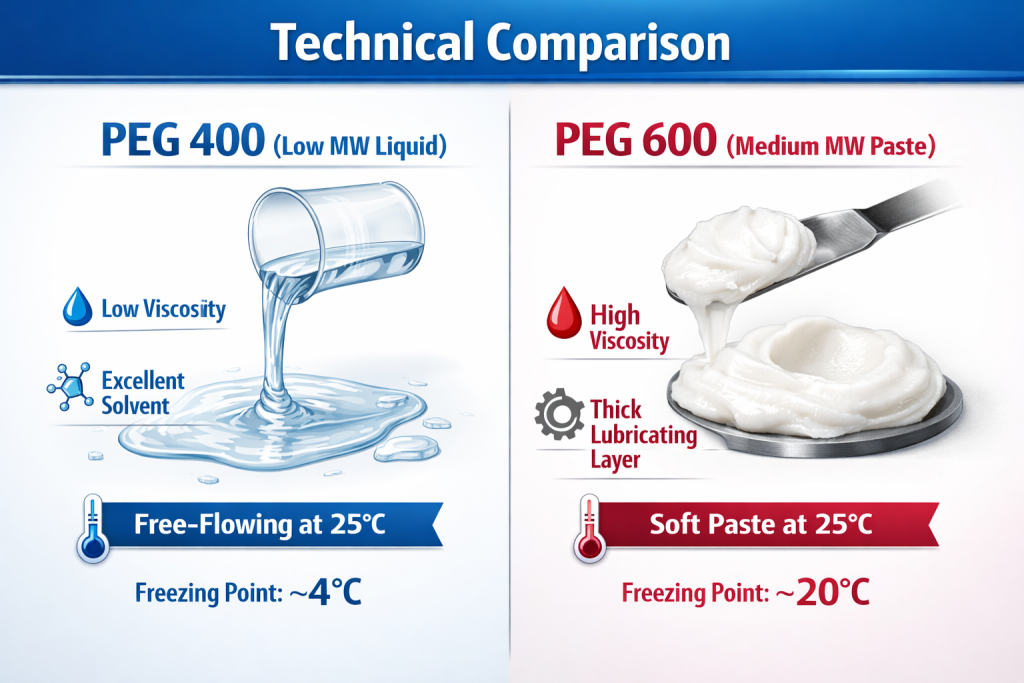
| Physical Appearance (25°C) | Colorless, viscous liquid | Colorless, hazy liquid to soft paste | Impacts winter storage and handling. |
| Viscosity (99°C, mm²/s) | 6.8 – 8.0 | 9.9 – 11.3 | Key metric for lubrication and thickening. |
| Freezing Point (Approx.) | 4°C – 8°C | 15°C – 25°C | Defines the liquid/solid transition temperature. |
| Hygroscopicity | Very High | High | Decreases slightly as molecular weight increases. |
2. Physical Property Dynamics: Viscosity and Handling
Understanding the practical differences in viscosity and handling between these two grades is essential for process engineering.
Viscosity and Lubrication Film Thickness
As molecular weight increases, the polymer chains lengthen and entangle more significantly, leading to higher viscosity and superior thickening efficiency.
- 🔹PEG 400: As a low-viscosity fluid, it offers excellent solvency and wetting power. In lubrication, it provides a thinner, more fluid film, suitable for high-speed, low-load applications.
- 🔹PEG 600: Provides enhanced boundary film strength for higher load conditions in industrial lubrication.
❄️ The Freezing Point Challenge
The most drastic practical difference is how these materials behave under temperature fluctuation, impacting logistics and winter operations.
- ⚠PEG 400: With a freezing point below 10°C, it remains a flowable liquid under most indoor warehouse conditions. Handling is straightforward year-round.
- ⚠PEG 600: Solidifies often bordering room temperature (up to 25°C), potentially requiring heated storage or drum heaters to restore flowability.
3. Critical Degreasing in Leather Processing
Achieving non-greasy, consistent hides requires a powerful emulsification system.
Deep Corium Penetration
Natural animal fats must be removed from the dense collagen network to prevent spew and odor. JFC Surfactant Penetrant excels here, leveraging its unique lipophilic hydrophobe for deep penetration into the corium (the hide’s dense center). It quickly solubilizes fats, preventing their redeposition and ensuring a “clean” feel.
❄️ Consistent Low-Temp Stability
Leather processing often requires lower temperatures to preserve the hide’s collagen structure. JFC retains its superior wetting power and emulsification stability even in cooler floats, ensuring consistent and complete grease removal batch after batch.
4. Technical Insight: Ensuring Batch Consistency
⚠ The Critical Procurement Pain Point
The single most common complaint regarding JFC Surfactant Penetrant is inconsistency in wetting speed across different batches. Even a 5-second variance is enough to disrupt continuous textile processing lines or cause incomplete leather degreasing.
🛡️ The KEMAIX Quality Solution
At KEMAIX, we address this critical operational pain point through rigid manufacturing controls. By utilizing specialized narrow-range ethoxylation catalysts, we ensure a highly consistent distribution of Ethylene Oxide (EO) on the fatty alcohol hydrophobe.
Our precision engineering keeps the wetting speed fluctuation within a strict ±10% range of the standard specification. This level of reliability allows formulators to utilize KEMAIX JFC without adjusting their recipes for every incoming shipment.
🎯 Conclusion: Precision Wetting for Scalable Production
The established reputation of JFC Surfactant Penetrant as the “King of Penetrants” in the textile and leather sectors is not merely marketing hyperbole; it is a direct reflection of its specific chemical optimization for challenging, hydrophobic substrates. For high-volume manufacturers operating automated lines, the consistency of this wetting power is paramount to maintaining quality and controlling operational costs.
Need to guarantee the wetting speed of your incoming raw materials?
By selecting KEMAIX as your trusted source for JFC, you are selecting a manufacturing partner that understands the technical realities of your production floor. We provide the strict batch-to-batch consistency and comprehensive analytical data necessary to scale your operations with confidence.
* Bulk sourcing available in 200kg drums and 1000kg IBC tanks. All shipments accompanied by a detailed Certificate of Analysis (COA).
❓ Technical FAQ: PEG 400 vs. PEG 600 in Application
Q1: Can I blend PEG 400 and PEG 600 to achieve an intermediate viscosity?
A: Yes, absolutely. PEGs of different molecular weights are fully miscible. Blending PEG 400 and PEG 600 allows you to create a customized viscosity profile that might be ideal for a specific cosmetic cream or industrial lubricant where a standard grade is either too thin or too thick.
Q2: Which grade, PEG 400 or PEG 600, offers better solvency for active pharmaceutical ingredients (APIs)?
A: Generally, PEG 400 offers slightly superior solvency power for a broader range of polar and non-polar APIs. Its lower molecular weight and smaller molecular volume allow it to interact more effectively with solute molecules, making it a preferred choice for liquid-filled capsules and topical solvent applications.
Q3: How does the higher freezing point of PEG 600 affect its use in personal care formulations?
A: The fact that PEG 600 solidifies near room temperature is a key factor in thickening lotions, shampoos, and conditioners. It helps provide body and a pearlescent appearance that PEG 400 cannot achieve. However, formulators must ensure that the final product’s stability is not compromised at low storage temperatures, as PEG 600 may slowly crystallize out of the matrix.
Q4: For water-based flexographic inks, which PEG grade is more effective as a viscosity regulator?
A: PEG 400 is typically preferred for water-based inks. Its low viscosity and high solvency allow for precise control over the ink’s rheology without adding excessive “body.” This ensures excellent flow, leveling, and dot reproduction during high-speed printing, whereas PEG 600 might increase viscosity too drastically, leading to printing defects.
